Detailed production process for ceramic toilets and ceramic wash basins
1、Overview
Ceramic washbasins, under mounted sinks, art washbasins, and ceramic toilets all belong to ceramic products, and their production processes are similar. The characteristics of ceramic toilets and ceramic washbasins are as follows:
(1)After being heated to 1280 degrees Celsius, the product is truly fully vitrified, with the advantages of high temperature resistance, wear resistance, and non-water absorption; FOSHAN OVS ceramic toilets and ceramic washbasins are all high-temperature products.
(2) Special glaze formula, smooth and delicate glaze surface, good wear resistance, good dirt resistance, easy to clean.
(3) Long-term use ensures a new-like appearance.
(4)Compared to marble and artificial stone materials, ceramic washbasins and ceramic toilets are cheaper and have a higher cost performance.
2、Summary of the production process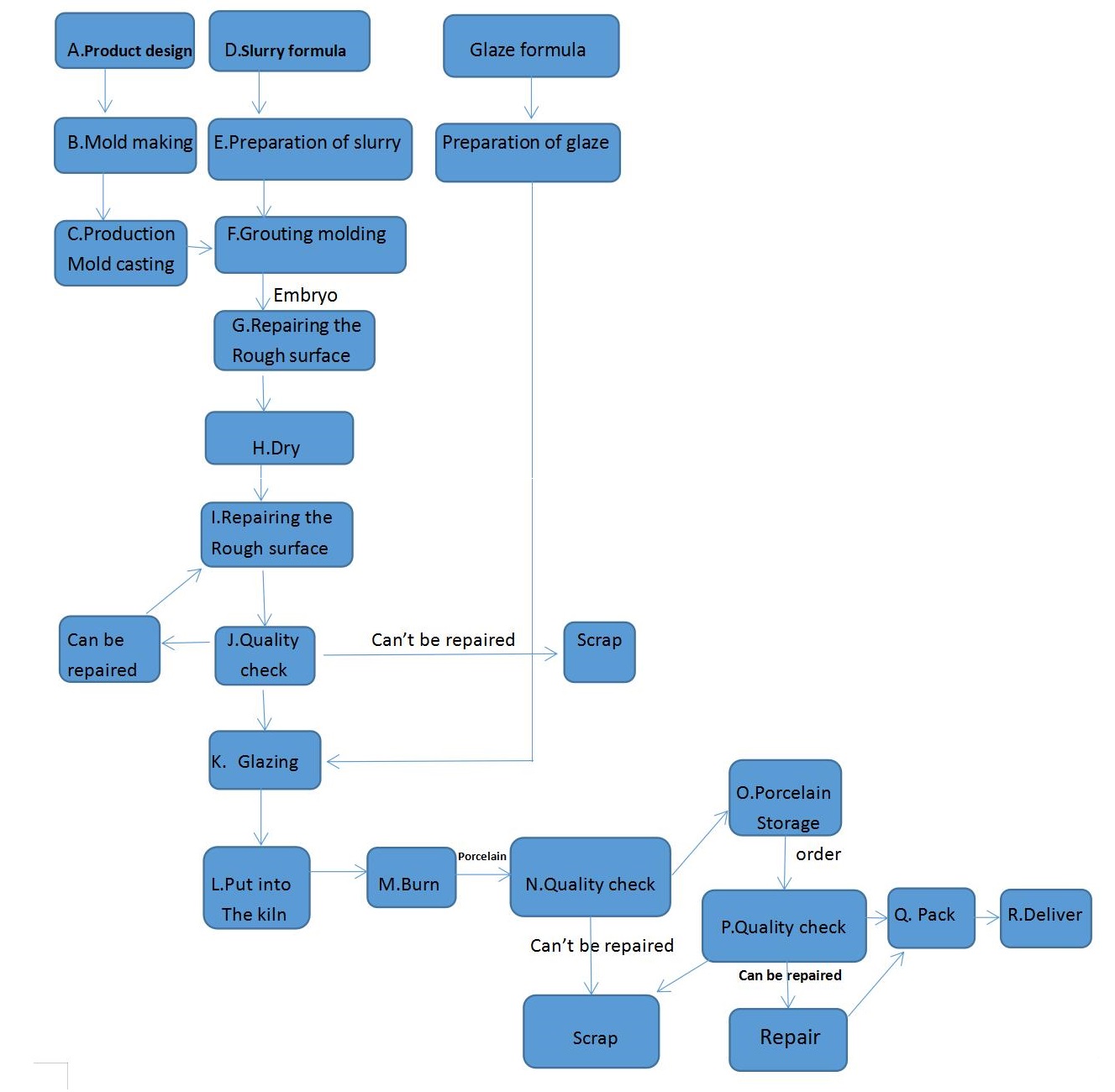 3、Detailed production process
3、Detailed production process
A.Product design
(1)The customer provides physical samples or detailed drawings, product specifications, and quality requirements. It is necessary to understand the customer's quantity and frequency of batch orders, shipping time requirements, and other information.
(2) Our research and development team will study the product style and parameters to determine whether to accept the OEM order.
B.Mold making
(1)If an order is received, the mold cost will be confirmed based on the assessment of the product production difficulty by the R&D personnel, the customer's order quantity, and the delivery time requirements. The estimated product price will also be provided, and the customer will be informed that the actual selling price may vary due to the actual development situation. After our company receives the full mold cost, the R&D personnel will start making trial molds. Generally, it takes about 45 days to make a plaster trial mold and about 7 days for a dry trial mold. Then, the trial products will be made by injection molding, usually 3-5 samples, which will take about 15-25 days (depending on the weather conditions, if it is the rainy season, the drying time will be extended and the progress will be slower). After firing, the specifications will be measured and functional tests will be conducted, and samples will be sent to the customer for confirmation of details.
(2)After the customer confirms the trial product, they need to place a bulk order and pay a deposit. Once we receive the deposit, our company will start making resin master molds and plaster production molds. After the plaster production molds are completely dry (which takes about 45 days in total), production scheduling will begin.
(3)Production process: 3D drawing design, manual sculpture of the original model, making a resin master mold, and using the master mold to produce plaster molds for molding and injection. These plaster production molds have the advantages of fast water absorption, short solidification time, and low cost. The production molds can be used and discarded approximately 100 times. The resin master molds, whether used or not, will be discarded within one and a half to two years.
C.Production mold casting: Ceramic toilets will be a little different from ceramic washbasins.
Currently, there are three main types of production equipment: high-pressure grouting production line, vertical casting mold production line, and pavement mold production and forming line.
| High-pressure grouting production line | Casting mold production line | placed on the ground production line | |
| Production speed | Fast | medium | slow |
| Product quality | High | High | low |
| Corresponding product features | Hot-selling products | Products that are suitable for large volume, heavy, and difficult to manually move | Products with average sales volume |
| Price | Approximately RMB 0.5 million per production line | Approximately RMB50,000 per production line | RMB500-1000 per one |
| Mold material | Resin | Gypsum | Gypsum |
| Lifespan | Several thousand times | About 100 times | About 100 times |
| Production characteristics | Mass production, stop if you want to stop | Mass production,the mold will be scrapped if production is stopped halfway | Do it if you want to do it, stop if you want to stop |
| Requirement for the workers | Small amount | medium amount | large amount |
| Production quantity per time | Approximately every 70 minutes, Approximately 20 at a time | Approximately every 4-5 hours, About 25 at a time. | Once every approximately 6 hours, One at a time. |
Ceramic clay and glaze materials have similar ingredients, but different proportions. The main components include feldspar, quartz, iron oxide, zirconium oxide, aluminum powder, magnesium oxide, and colorants. The ingredients are weighed according to the different types of clay and glaze materials.
FOSHAN OVS will do daily laboratory raw material inspection includes: clay and glaze.
Clay: fineness, specific gravity (including water content), shrinkage, strength, flexural resistance, flow behavior.
Glaze: flow behavior, rheology, fineness, specific gravity, color difference, high temperature flow, drying time, suitability for bisque glaze (to control thermal stability).
E.Preparation of slurry
Every company has its own unique ratio.
The production process of slurry and glaze: ball milling, sieving (slurry is sieved into the slurry pool, glaze is sieved into the glaze pool or glaze tank), iron removal, storage (slurry and glaze are stored for one week before use to increase the density of the body and prevent deformation, while also eliminating large particle impurities and bubbles in the slurry).
F.Grouting molding
Grouting: Injecting into the porous mold (mainly gypsum mold), where water is absorbed by the mold. Pouring: Using inserted pipes to drain excess slurry from the bottom. Demolding: Removing the blank from the mold, and assembling and drilling (faucet hole, overflow hole, drain hole, installation hole, etc.) as needed. Using slurry to form a semi-finished blank in the gypsum mold, each molded product requires at least two modules to be combined.
(1)Computer-controlled high-pressure grouting: ceramic washbasins
After the filtered slurry is injected into the mold by the machine, all these operations are controlled by the computer. From grouting to demolding, the entire production line takes about 70 minutes. There are approximately 20 sets of molds in one production line.
(2)Casting mold production line injection molding: ceramic toilets
The prepared slurry is injected into the mold through a pipeline, and the required injection time is determined based on the size of the product. The continuous injection time is about 3 and a half to 4 hours, and an additional hour is needed for slurry removal. After the required time and steps, the mold can be uncovered, and then the toilet needs to be drilled. Additionally, it is necessary to note that a thin film needs to be applied to the finished toilet, as cracks may occur during the shrinkage process. Out of approximately 500 toilets made in a month, there may be around ten to twenty with damages, but the damaged blanks can be re-casted. The formed toilet needs to reach a certain hardness before it can be placed upright, which requires overnight time.

(3)Floor Mold: ceramic washbasins
The floor mold is the most primitive production method. Only one floor mold can be made in a day, and about 26-27 pcs can be made in a month. Grouting is done manually, and it takes 6 hours to open the mold. Each grouting pipe has a switch, which is opened for about 5 hours and then closed. There is a bowl on the top of the mold, and additional grout needs to be added to the bowl. After the blank is made and formed, it is demolded and then holes are made. The holes are made using fixed molds, so the dimensional deviation will not be significant. The overflow hole of ceramic washbasin is 2.2CM with a tolerance of plus or minus 2MM, the faucet hole is 3.5CM with a tolerance of plus or minus 3MM, and the drain hole is 4.5CM with a tolerance of plus or minus 3MM. The hole-making molds are usually replaced after about six months of use. After waiting for 30 minutes, the blank can be flipped over and left to air dry.

(4)Stall Mold: ceramic toilet
There are two models of ceramic toilet floor molds, one is the shell and the other is the inner liner. Only when these two molds are combined together can a perfect molded ceramic toilet be formed. For bathroom ceramic toilets with complicated craftsmanship, machine injection cannot be used, so they can only be made through floor molds. After injection, the toilet needs to be left for a day before the shell and the inner liner can be glued together. Mud is used for the gluing process. After gluing, the bathroom ceramic toilet needs to be left overnight for the shaping and drilling processes to be carried out.
G.Repairing the Rough surface
After the bathroom toilet bowl body is left to settle overnight and reaches a certain hardness, workers can properly position the toilet bowl the next day. Then, they can use sandpaper to perform initial polishing, repairing the embryo, and drilling on the toilet bowl.
Currently, thin-rimmed washbasins can be mechanically and automatically surface-polished, allowing for the simultaneous operation on multiple bodies.


H.Dry
The washbasin body takes about 7 days to air dry naturally, while the toilet bowl takes about 10 days. The bathroom toilet bowl can also be placed in the drying room after 5 days of natural air drying and left for another 4 days to dry completely. However, the bathroom toilet bowl made from a stall mold takes 14 days to dry completely because of its larger size. The quality of quick drying in the drying room is not as good, as drying too quickly can cause cracking. During the drying process, the size of the body will gradually shrink.

I.Repairing the rough surface
After the ceramic toilet and ceramic washbasin body are completely dry, they need to undergo more detailed trimming: edging, polishing, and dust removal.
J.Quality check
Oil wiping: Apply kerosene to the ceramic bathroom toilet and ceramic washbasin blank body to check for any cracks.
Water application: Apply a layer of water on the ceramic bathroom toilet and ceramic washbasin blank body and observe under strong light to check for issues such as pinholes, impurities, cracks, and bubbles. If these issues are found, they should be repaired promptly by sanding. After inspection, the blank body should be polished to allow the glaze to adhere better. The smoother the surface, the less the glaze will adhere. Finally, dust removal should be done again.
K.Glazing
There are machines for automatic glazing and manual glazing.
The glaze is evenly sprayed onto the ceramic washbasin and bathroom toilet body. For toilets, manual operation is required to glaze the pipes, ensuring that the glaze is evenly distributed in the toilet's waste bend pipe, making the pipes smoother and effectively preventing blockages. After glazing, the edges of the product and the inner edges of various holes on the body need to be cleaned and scraped to prevent glaze accumulation from affecting product quality.
L.Put into the kiln
Stack the ceramic washbasin and bathroom toilet body on the kiln car to prepare for firing in the kiln. On the kiln car, the the ceramic washbasin and bathroom toilet body need to be supported by silicon plates. The silicon plates for thin-edged washbasins are hollow-designed, and the empty parts must match the size of the washbasin. They need to be paired and used one by one. The silicon plates for bathroom toilet seats and other washbasins are flat and can be universally used as long as the sizes are roughly the same, regardless of the different models. The lifespan of the silicon plates is about one and a half years. Over time, the silicon plates may deform, and the products will deform accordingly.
The space in the kiln is fixed, and loading the kiln tests the master's ability to utilize the kiln space. By stacking the ceramic washbasin and bathroom toilet body properly, more ceramic washbasin and bathroom toilet body can be fired at once, reducing production costs. The position of the flame gun in the kiln is also fixed. The master needs to arrange the ceramic washbasin and bathroom toilet body based on the different products' ability to withstand the heat. Smaller washbasin body can be placed closer to the flame gun, while larger bathroom toilet body can only be placed in the center of the kiln. For larger bodies, intense heat is more likely to cause cracking.

M.Burn
Semi-finished products sprayed with glaze, formed into products after being fired at a high temperature of 1280℃ in the kiln.
Shrinkage during firing: not more than 1.15
Water absorption rate: not more than 0.5%.
Firing time: 13 hours to 15 hours. After about 13 hours of firing, cool down to 180℃ and keep warm for 3 hours before being taken out of the kiln. (Different kilns may have slightly different times)
Firing temperature: 1280℃
Firing process: preheating zone, firing zone, cooling zone.
Types of kilns: shuttle kiln (can fire more than 300 thin-rimmed basins in one batch, more than 200ceramic toilets, and 1100 ceramic washbasins)
Colored washbasins: There are two methods: 1. Directly spray colored glaze into the kiln and fire at a high temperature of 1280℃, with a firing time about 1 hour longer than ordinary white porcelain. 2. Spray glaze or apply film on white porcelain and fire at 800℃ for 13 hours.
N.Quality check
After burned the ceramic washbasin and bathroom toilet are unloaded from the kiln, the temperature of them are still close to 100 degrees. At this time, a simple initial quality inspection and grading should be carried out. The main purpose is to identify and discard products with cracks, severe deformations, damages, significant differences in specifications, dense slag deposits, large areas of pores, large pinholes, and large areas of discoloration that cannot be repaired. The remaining washbasins and toilets should be further inspected for slight deformations on the polished surface, non-dense small yellow and black spots. Products with these conditions that can be repaired should be classified as second-grade products, while products that are perfect and flawless should be classified as first-grade products. The quantities of the graded finished products should be recorded for inventory registration.
O.Porcelain storage
Ceramic toilets and washbasins inventory are stored as without fitting until customer orders are received, at which point they are arranged for functional inspection, cleaning, and packaging.
Reasons: 1. Uncertainty in packaging printing for ODM orders, making it impossible to print in advance.
2.Cardboard boxes can easily be affected by moisture over time, reducing their ability to protect the products.
3.Stacking empty ceramics saves more storage space for the products.
P.Quality check
Ceramic Toilet:
The appearance, flushing function, and installation function of the toilet need to be checked.
The toilet is usually arranged for water testing, cleaning, and packaging after all the necessary parts such as water fittings, lid, cardboard box, and flange foot screws are available. Once all the raw materials are ready, it takes about 4 days for packaging and water testing, and about 3 days for wooden pallet preparation.

When testing the water, first install the water fittings and seal the water to a depth of 12cm for overnight storage. Then use red water to detect if there is any glaze blockage in the water hole. Check for cracks as well, and minor cracks can be repaired. After draining the water sideways, it can be packaged again.
Most toilet leaks are caused by improper installation of water fittings.
Ceramic washbasin:
(1) Check the overall dimensions of the product; (Deformation standard: Glazed edge dimensions of square basin ±2mm, unglazed edge ±3mm. Round basin ±1-1.5mm)
(2)Check the dimensions of the faucet hole, overflow hole, and drain hole, as well as the presence of glaze hanging and glaze cracks; (Overflow hole 22mm ±2mm; Faucet hole 35mm ±3mm; Drain hole 45mm ±5mm).
(3) Check if the centers of the three holes are in a straight line.
(4) Check all four sides.
(5)Check if there are any dirt, spots, or debris on the glaze; (Within a 18cm triangle, there should not be more than 3 black spots or rust spots).
(6)Check the flatness of the hanging cabinet.
Q.Pack
1)Different products have different packaging methods. FOSHAN OVS can also accept some customized packaging methods from customers. Except for some undercounter basins that can be packaged in sets of 2 or 3, all other products can only be packaged individually.
2)Standard packaging: Washbasins are packaged in five-layer corrugated paper boxes. Thin-rimmed basins have bubble film to protect the washbasin surface, and there is hard foam to support the empty space inside the box. Other washbasins generally do not have these. Toilets are packaged in seven-layer corrugated paper, and one-piece toilets have molded foam to protect the water tank and seat, while split toilets do not have molded foam. For specific details, please refer to the packaging method folder compiled by our company.
3)Customizable packaging types include: adding foam protection on all six sides, adding corner protection inside the box for undercounter basins, wooden frame packaging, pallet packaging, and wooden box packaging for air transportation, etc. Solid wood is generally suitable for domestic use, and if exported, it must undergo fumigation. Plywood can be used for export packaging. (Chaozhou does not produce solid wood pallets)
4)The water fittings and toilet seat covers of our toilets are installed before shipment. This is to facilitate customers and is also a way for us to provide good service.
R.Deliver
Generally, the entire cabinet is directly loaded at the Chaozhou factory, with FOB Xiamen and FOB Shantou as the main options. LCL cargo also can be sent to the Foshan warehouse for transshipment, but 2-3 working days should be reserved for packaging before shipment to the warehouse staff.
