Ovs is manufacturer of bathroom products, offering OEM/ODM toilets ans sinks service for global brands with high reputations over 18 years, is rich experience in market research manufacturing experience in best toilets and sinks will meet your market or projest needs.
oem toilet manufacturers
If you send your best toilets and sinks design to us, we will quote you the best price, including the mould price and the product unit price.
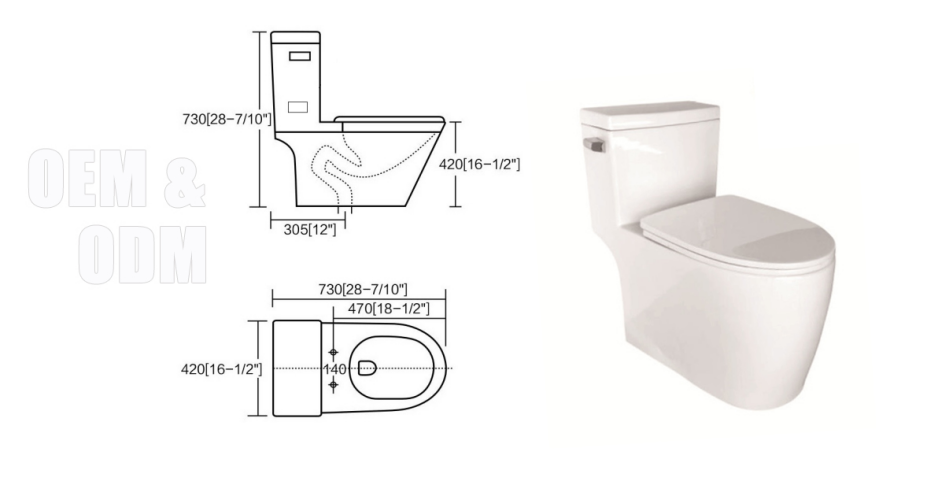
If there is no problem for the price, then we will discuss the toilet design details. We will give our professional opinions to your toilet and sink designs for better production and designs, and others like toilet sets appearance, toilet plunger, toilet flush, installing a toilet, toilet dimensions, packing, etc...

After you confirm the detail design of the best toilet and sink, we will arrange mould building. For toilet a mould production time is about 40 days; for sink, a mould production time is about 30 days.


The production time is up to the quantity.
30 days for 1*20FT container; 35days for 1*40HQ container.
Toilet bowls and toilet tanks are made from a special clay called vitreous china. Vitreous china is a mix of several kinds of clay, called ball clay and china clay, silica, and a fluxing agent. Clays are hardened by first drying in air, then being fired (baked) in a very hot oven called a kiln. Usually a shiny, waterproof coating called a glaze is applied only after a first firing, and the clay is fired a second time. Vitreous china is an exception, in that clay and glaze can be fired together. The whole clay body vitrifies, or turns glassy, so the toilet is actually waterproof and stainproof through its entire thickness.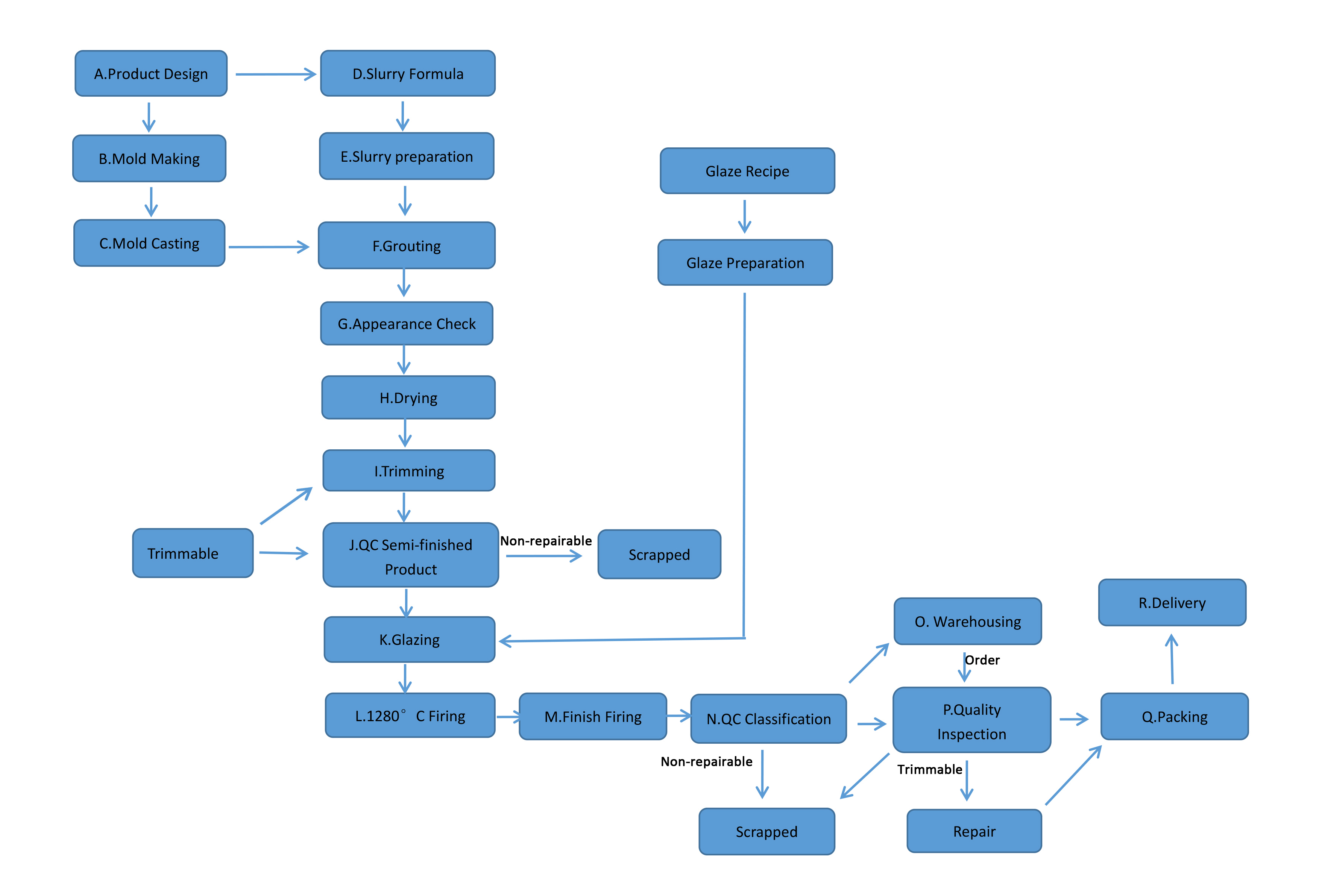
The toilet bowl and tank are made at our own factory. The toilet manufacturer receives huge amounts of vitreous china in a liquid form called slurry slip. Workers at the toilet manufacturer first thin the slurry slip to a watery consistency. Then, they feed it through very fine screens in order to sieve out any impurities. The purified slip is thickened again, and pumped into storage tanks in preparation for use in casting.
Next, the slip is carried through hoses and pumps into the casting shop. Workers fill plaster of molds with the slip. The molds are in the shape of the desired piece, except they are about 12% bigger, to allow for shrinkage. The workers fill the molds completely with the slip, and let it sit for about an hour. Then, the workers drain out any excess slip. This is recycled for later use. The clay sits in the mold for another few hours. The plaster of absorbs water from the clay, and the clay dries to the point where the mold can be safely removed. At this point, the casting is semisolid, and is called green bady. Workers use hand tools and sponges to smooth the edges of the casting and to make holes for drains and fittings.
The green body castings are left to dry in the open air for several days. Then they are put into a dryer for 20 hours. The dryer is set to 200°F (93°C). After the castings come out of the dryer, they have lost all but about 0.5% of their moisture. At this point workers spray the green body castings with glaze. Now, the pieces are ready for the kiln.
 The kilns at a large industrial pottery are warehouse-sized tunnels, and the pieces move through the kiln on a conveyance called a car. Each car is loaded with a number of toilets and sinks, and then it moves automatically through the hot kiln at a very slow pace. Because rapid changes in temperature will cause the clay to crack, the cars move leisurely through graduated temperature zones: the first zone is about 400°F (204°C), and it increases in the middle of the kiln to over 2,336° F (1,280°C) degrees.
The kilns at a large industrial pottery are warehouse-sized tunnels, and the pieces move through the kiln on a conveyance called a car. Each car is loaded with a number of toilets and sinks, and then it moves automatically through the hot kiln at a very slow pace. Because rapid changes in temperature will cause the clay to crack, the cars move leisurely through graduated temperature zones: the first zone is about 400°F (204°C), and it increases in the middle of the kiln to over 2,336° F (1,280°C) degrees.
When the toilets and sinks are removed from the kiln and fully cool, they are ready for inspection. After inspection, the toilet flushing mechanism is installed. The toilet seat may be installed at this time, or the parts may be sold separately and assembled by a plumbing distributor.
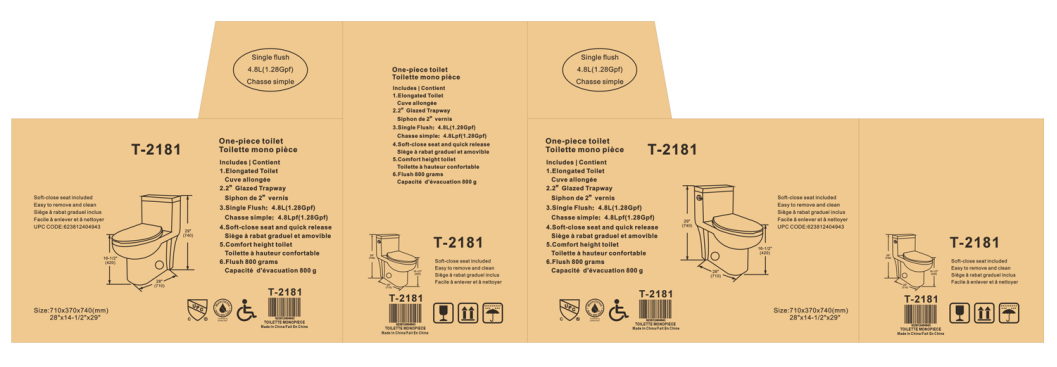
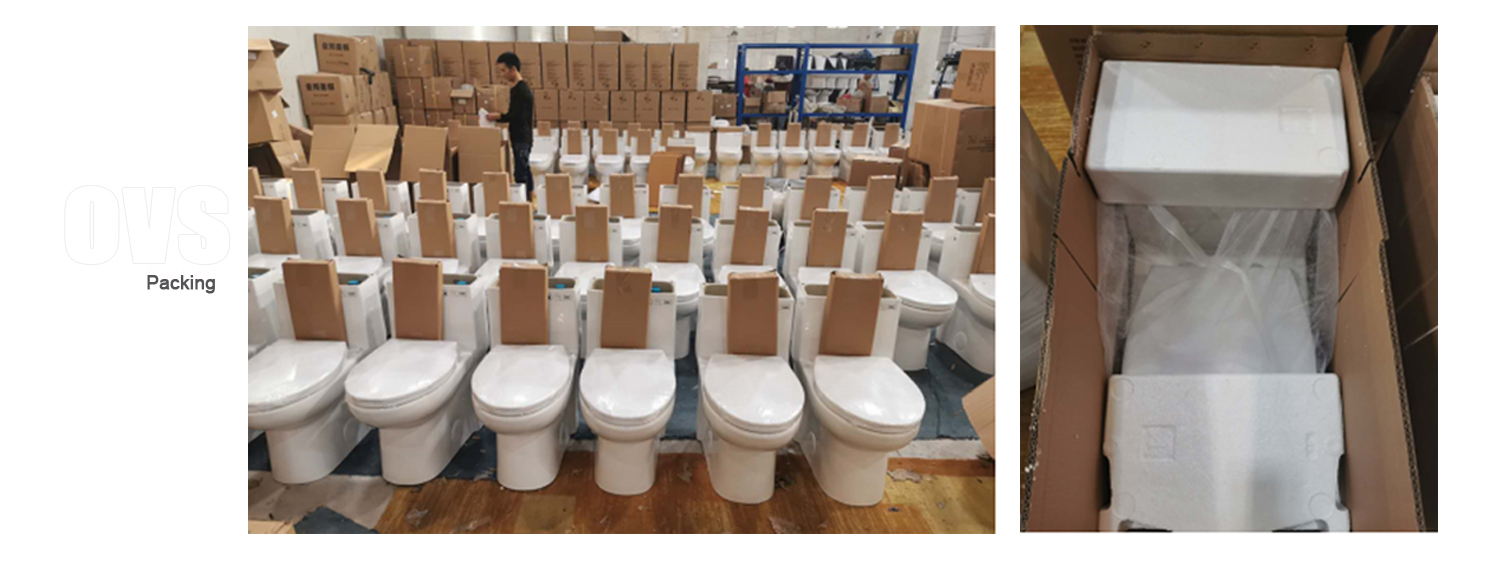
Before packing, there will be a strict inspection in toilet manufactures. Besides, welcome to visit our factory for product inspection by yourself, or you can ask the third party to do it.

As with any industrial process, quality checks are taken at several points in the manufacturing of toilets and sinks. The clay is sieved and purified before it is pumped into the factory's tanks. Workers doing the manual finishing of the castings check the pieces for cracks or deformities. After firing, each toilet and sink is tested individually. Random sample checks are not a good enough gauge of quality: each piece must be inspected for cracks. There are several ways to do this. One test is to bounce a hard rubber ball against the piece. It should emit a clear, bell-like ringing sound. A cracked piece will give off a dull sound, indicating a crack that might not have been visually obvious.

Our clients can print their own logo and informations on their product.